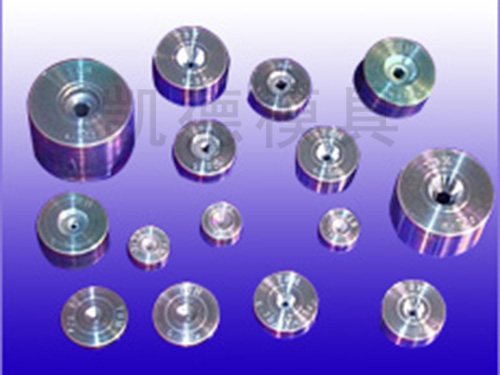
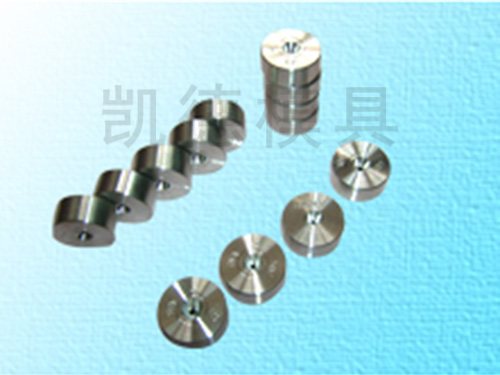
拉丝模是金属丝通过一种模具,使其由粗到细,逐步达到人们所需要的尺寸,这种特别的模具就是拉丝模。拉丝模的模蕊一般是用自然钻石,人造钻石(人造钻石有GE,PCD,合成料等)。铜线拉丝模是属于软线拉丝模。还有硬线拉丝模,如拉钨丝等。铜线拉丝模压缩区的角度一般为16-18度,定径长度为30-40%而钨丝拉丝模压缩区的角度就比小,一般在12-14度,定行长度为60-70%。
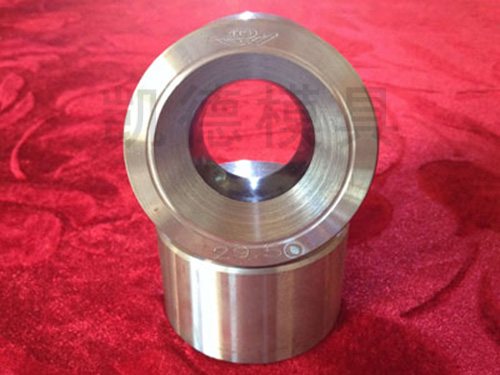
拉丝模具包括金刚石拉丝模具上面,还包括硬质合金拉丝模具;塑料拉丝模具等等。还有很多的用处。
拉丝模具的使用
为确定优良丝材并控制模具使用成本,拉丝模具使用时应该从以下几点加以注意
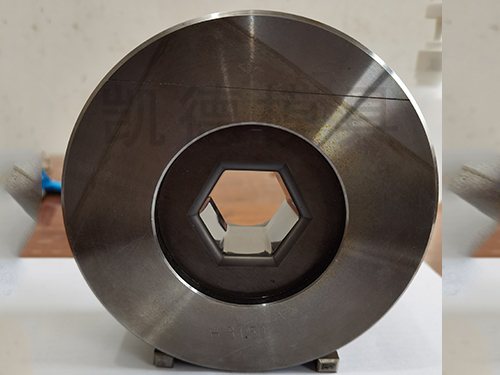
一、根据被拉线材的材料及每道拉丝的减面率选择模具孔型。一般来讲,被拉丝线材越硬,模具的压缩角越小,定径区越长;反之亦然。
二、确定拉丝设备的运行平稳:各拉丝鼓轮,过线导轮应光滑,灵活,严格控制其跳动公差。若发现鼓轮,导轮出现磨损沟槽,应及时维修。
三、正确配模确定线材表面质量,控制尺寸准确一致,降低拉丝鼓轮磨损,减轻设备运行负荷的关键因素。对于滑动式拉丝机,要熟悉设备的机械延伸率,正确地选择滑动系数,是配模的主要步骤。
四、良好的润滑条件是确定线材表面质量及延长模具寿命的重要条件,要经常检查润滑指标,清理润滑油中的铜粉,杂质,使之不污染设备及模孔,如润滑失效,需要及时愈换,清洗润滑系统。
 当金属丝穿过模具孔时,硬脆性氧化层和其他附着杂质会使拉丝模具孔磨损,刮伤金属丝表面。润化受阻或润滑脂含金属材料碎屑杂质致磨具损坏。坚持光滑时,模孔表面的温度过快,金刚石晶粒脱落,模具损伤。当润滑脂不整洁时,特别是在是用金属材料碎屑拖出时,容易刮伤磨具和线表面。
当金属丝穿过模具孔时,硬脆性氧化层和其他附着杂质会使拉丝模具孔磨损,刮伤金属丝表面。润化受阻或润滑脂含金属材料碎屑杂质致磨具损坏。坚持光滑时,模孔表面的温度过快,金刚石晶粒脱落,模具损伤。当润滑脂不整洁时,特别是在是用金属材料碎屑拖出时,容易刮伤磨具和线表面。
拉丝模的内部部件在使用和重组后会逐渐磨损和损坏,导致硬质合金拉丝模的工作性能和精度下降。操作员的粗心和维护和使用不当也会导致钨钢损坏。拉丝模具损坏或产品质量下降,甚至停止生产。
拉丝模具它是目前制作很多零部件的一款很重要的产品,拉丝模具在加工制作的过程当中,我们都是使用的的加工技术,并且各道工序都是其严格的,这样才可以确定该产品加工的产品质量愈加。如果那次没有模具的高潮不对称的话,该产品的分布就会不均匀,并且出现空气都很容易导致在拉拔过载过程当中出现裂痕,并且,在激光加工的过程当中,如果痕迹清理不干净,或者是受热不均匀,这都会导致该产品出现一些故障。拉丝模具设计不正确的话,那么入口的话就开口就会不畅,定型区也就会过长,所以,这样就会导致润滑不长,然后是这个模具出现损坏或者是裂缝。
拉丝模本身的加工质量因素造成模具的快磨损。拉丝模坯与模具钢套的镶嵌不对称,硬质合金钢套的镶嵌不均匀或有空隙,都容易造成拉拔线材时产生U形裂纹,金刚石模坯在激光打孔过程中,由于烧结痕迹的清理不全部或受热不均匀,会导致金刚石层内的金属接触剂、结合剂等聚集在一起,从而容易造成拉丝过程中模具产生凹坑,拉丝模孔型设计不正确,进入口润滑区开口过小,定型区过长,造成润滑不畅,模具磨损甚至碎裂。
拉丝模具具有好的不怕磨性、抗冲击性、抛光性和不易腐蚀性能,易于修理,是常用拉丝模芯制作材料,普遍应用于粗、中丝的拉伸。研讨表明,通过改进硬质合金成分和组织结构,控制碳含量的波动值,细化碳化物的颗粒,可以提升材质的性能,延长其使用寿命。
目前,采用热等静压处理、细晶工艺及加入稀土元素来降低孔隙度,细化晶粒,提升合金的硬度,减小摩擦系数,并利用化学气相沉积法和物相沉积法在硬质合金表面形成金刚石薄膜或氮化钛涂层,提升合金的表面强度。