拉丝模具经安装调试后,可以正常生产合格的工件,这一过程称为模具的服役。一般情况下,我们总是希望模具能有足够长的服役期限,以达到生产实际的需要。但是模具在制造过程中可能会产生某些缺陷,或者在服役过程中逐渐出现了某些缺陷,如微裂纹、轻度磨损、变形等等,在此状况下模具虽有隐患但仍能继续工作,这种虽有缺陷但未丧失服役能力的状态称为模具的损伤。拉丝模具因某种原因损坏,或者模具损伤积累至一些程度导致模具损坏,无法继续服役,称为模具的失效。在生产中,凡模具的主要工作部件损坏,不能继续冲压出合格的工件时,即认为模具失效。冲压模具的失效形式一般为塑性变形、磨损、断裂或开裂、金属疲劳及腐蚀等等。
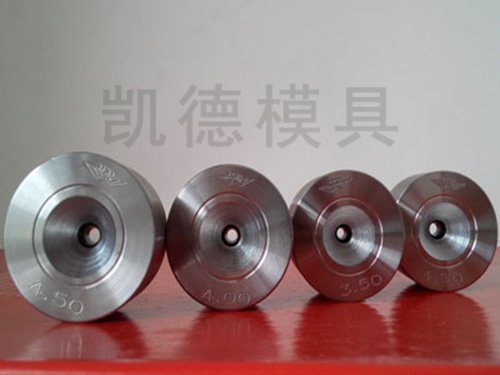
拉丝模具的模蕊一般是用自然钻石,人造金刚石聚晶(PCD、CD复合料等)。铜线拉丝模具是属于软线拉丝模具。还有硬线拉丝模具,如拉钨丝等。铜线拉丝模具压缩区的角度一般为16-18度,定径长度为30-40%而钨丝拉丝模具压缩区的角度就比小,一般在12-14度,定行长度为60-70%。
拉丝模具的失效按照发生时间的早晚,大致可分为两类:正常失效和早期失效。拉丝模具经过大量的生产使用,因摩擦而自然磨损或缓慢地产生塑性变形及疲劳裂纹,达到正常使用寿命之后失效是属于正常的现象,为正常失效。模具未达到设计使用规定的期限,既产生崩刃、碎裂、折断等早期破坏;或因严重的局部磨损和塑性变形而无法继续服役,为早期失效。对于早期失效的模具,需要查找其产生的原因,努力采取补救的措施。
拉丝模具的检测方法也很落后,仅依靠目测或简单的工具,如放大镜、显微镜等,并注重模具的表面光洁度,无法检测拉丝模具的尺寸,愈不用说控制它了。因此,模具加工生产水平是影响拉丝模具尺寸的一个因素。
另外,拉丝过程中使用不当也是造成拉丝模具尺寸波动的因素之一:
拉深面收缩过大,造成拉深模开裂或断裂。大多数裂纹或破裂裂纹是由内应力释放引起的。在任意材料结构中,内应力都是不可避免的。拉丝过程中产生的内应力可以增强金刚石的微晶结构,但当拉丝面收缩率过大时,不能及时润滑,温度升高过高,会导致结晶。材料去掉后,微晶结构上的应力会增加,使其愈容易出现裂纹或断裂。线材的拉丝轴线与拉丝模具孔中心线不对称,导致线材和拉丝模具受力不均。机械振动产生的冲击也会在模具上产生高应力峰值,加速拉丝模具的磨损。
了解拉制时断丝的原因:
材料的抗拉强度小;内外张力不均,模具内外丝的张力不均,引起断丝;拉丝模具的配模的减面率不对;拉丝模具的工艺不对。
拉丝模具生裂纹的原因是因为合金的成分杂质过多,模具制作不良,型心或型腔斜度过小或有倒锥,及表面粗糙度太粗有刮伤痕迹,制件推出偏斜。如果遇到这种情况,可以正确地修正浇口,尽可能使金属流平行于型腔壁流动,修正模具,并进行抛光,调整推杆,使推杆受力均衡。
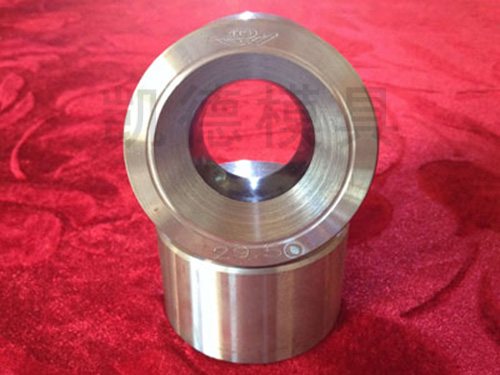
拉丝模具芯的结构按工作性质可分为“入口区、润滑区、工作区、定径区、出入口区”五个区间。拉丝模具的内径轮廓很重要,它决定着压缩线材所需的拉力,并影响拉拔后线材中的残余应力。
模芯各区的作用分别是:入口区,方便穿线及防止钢丝从入口方向擦伤拉丝模具;润滑区,通过它使钢丝易于带入润滑剂;工作区,是模孔的主要部分,钢丝的变形过程在这里进行,即将原始截面减小到所要求的截面尺寸。在拉拔圆锥面金属时,工作区内金属的体积所占的空间是一个圆台,该空间称为变形区。工作区内的圆锥半角α(又称为模孔半角)主要用于确定拉拔力的大小;定径区的作用在于取得被拉拔钢丝的准确尺寸;出入口区是用于防止钢丝出入口不平稳而刮伤钢丝表面。
拉丝模具拉拔表面的收缩率太大,不能使模具产生裂纹或断裂。大多数裂缝或裂缝是由内应力释放引起的。在任意材料结构中,内应力的存在都是需要的,拉丝时产生的内应力原本可以增强模具的微晶结构,但当拉丝表面收缩过大时,不能及时润滑和温升过高会导致模具部分材料被去掉,微晶结构的应力会明显增加,使其愈容易发生裂纹或破损。