合金模的失效按照发生时间的早晚,大致可分为两类:正常失效和早期失效。
拉丝配模是金属丝拉拔时根据坯料尺寸及金属丝尺寸确定拉拔道次、拉丝模模孔尺寸及形状的工作,也叫拉拔程序或拉拔路线的制定。可以分为单道次拉丝配模和多道次拉丝配模。合金模包括以下四个操作步骤:
一、选择坯料;
二、确定中间退火次数;
三、确定拉拔道次和分配道次延伸系数;
四、配模校核,文章就圆形断面金属拉丝和异型断面金属拉丝两种情况,具体介绍拉丝配模步骤和计算方法。
 合金模线材拉伸的基本原理
合金模线材拉伸的基本原理
一、拉伸的特点
(1)以冷加工为主,拉伸工艺、模具、设备简单,生产速率不错。
(2)拉伸能耗大,变形受相应的限制。
(3)能拉伸大长度和各种直径的线材。
(4)拉伸的线材有较准确的尺寸,表面光洁,断面形状可以多样。
二、拉伸的原理
拉伸属于压力加工范围,拉伸过程中除了产生少的粉屑外,体积变化甚微,因此拉伸前、后金属的体积基本相等。
三、线材的拉伸
线材的拉伸是指线坯在相应的拉力作用下,通过模孔发生塑性变形,使截面减小、长度增加的一种压力加工方法。
四、影响拉伸的因素
(1)线模模孔工作区和定径区的尺寸和形状。定径区越大,拉伸力也越大。
(2)材料的抗拉强度。材料的抗拉强度因素很多,如材料的化学成分,压延工艺等,抗拉则拉伸力大。
(3)变形程度。变形程度越大,在模孔变形段长度越长,因而增加了模孔对线的正压力,摩擦力也随之增加,拉伸力也增加。
(4)线材与模孔间的摩擦系数。摩擦系数越大,拉伸力越大。摩擦系数由线材和模具材料光洁度、润滑液的成分和数量决定。
(5)线模的位置。线模安放不正或模座歪斜也会增加拉伸力。也使线径及表面质量不达标。
(6)铜、铝杆(线)材料。在其他条件相同时,拉铜线比拉铝线的拉伸力大,拉铝线容易断,所以拉铝线时应取大的稳定系数。
(7)外来因素。线材不直,拉线过程中线的抖动,放线阻力,都会增加拉伸力。
合金模的失效按发生的时间大致可分为两大类:正常失效和早期失效。
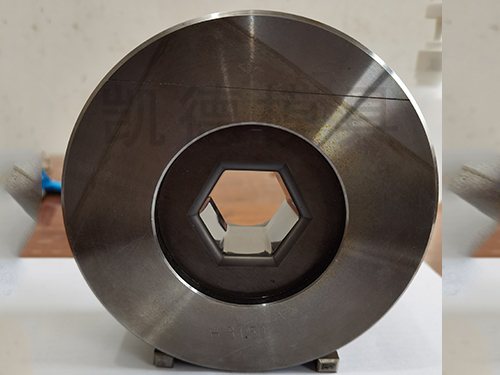
合金模通常是指拉制金属线的各种模具,以及拉制光纤的合金模。所有的合金模在一些形状的中心都有一个孔,圆形、方形、八角形或其他特别形状。当金属被拉过模孔时,尺寸变小,甚至形状发生变化。拉制软金属(如金、银)时,一个钢模就足够了,钢模可以有多个不同直径的孔。拉制钢丝一般采用硬质合金模具。这种合金模的结构是一个圆柱形(或略呈锥形)的硬质合金芯,紧密嵌入圆形钢套中,芯的内孔中有一个角口、入口锥、变形锥、定径带和出入口角。拉制铜、铝等有色金属线材时,常使用类似于钢丝模具的合金模,只是内孔形状有所不同。细化线材可采用多晶模具(人造金刚石),也可采用自然金刚石拉丝模。
拉丝时合金模的退火:退火方式一般为电接触式,电通过退火轮(接触轮)将大电流均匀地引入铜线,实现铜线的预热和加热,预热是将铜线加热,不会氧化的温度一般在250度左右;加热是将铜线加热到退火温度,一般为500~550度,使其再结晶。合金模的加热段采用蒸汽保护,防止铜线氧化,然后通水冷却,完成退火(软化)过程。
使用设备,线材预处理,选择适当的润滑剂,异常处理和及时替换老化的合金模时,应采取五项防预措施:
1、合金拉丝材料的预处理:如清洗,除锈,退火,磷化处理等,以确定材料的清洁度。
2、及时替换出现问题的合金模:合金模达到使用寿命时,应及时替换合金模进行维修,以免合金模过度使用,造成拉丝性能下降并报废绘图材料。
3、设备选择:根据待拉伸材料和拉伸设备,正确地匹配每个合金模的压缩率,以确定每个合金模工作区域的角度。
4、选择拉丝粉和机油:使用质量好的适用拉丝粉(润滑剂,油)冷却合金模。
5、及时处理异常模具:如果出现异常现象,如模具开裂,模具爆炸,模具,拉拔,缩径,断线,高温,发黑,不磨损等,请赶紧与技术人员联系,并及时响应并排除故障。