聚晶金刚石拉丝模具的加工方法:
特种加工法
目前对聚晶金刚石拉丝模具的加工多采用特种加工的方法,特种加工法包括电火花法。特别波法、激光法以及电解法等多种方法。特种加工利用电力、声波以及激光等点解法等多种方法。特种加工利用电力、特别波以及激光等实现对聚晶金刚石拉丝模具的加工,这种加工方法对加工用具的硬度要求比较低,也不需要对加工材料的大外力作用,而且,特种加工法的加工精度不错于机械研磨法。因此,特种加工法已经普遍用于聚晶金刚石拉丝模具的加工制造,提升了拉丝模具的加工精度以及使用寿命。
机械研磨法
守旧意义上的拉丝模具加工方法有研磨法以及特种加工法。研磨法的主要工作原理是利用机械传动装置带动研磨工件的运动,进而对模具进行研磨加工,从而达到拉丝模具的加工目的。但是考虑到聚晶金刚石的硬度较不错,守旧的机械研磨的方法并不适用于聚晶金刚石拉丝模具的加工制造。
一、电解加工法
电解加工法的主要工作原理是电化学反应原理,利用金属在电解也中的电化学阴溶解,将工件加工成型的。这种方法主要应用于硬质合金拉丝模具的加工,由于聚晶金刚石是由多种金属和金刚石组成,电解加工时电件的反应相当复杂,因此该方法不太适合聚晶金刚石拉丝模具的加工。
二、激光加工法
激光加工法的工作原理是通过光学系统把光源产生的光能聚集起来,在聚集处会产生很大的热量,利用这部分热量来实现对拉丝模具的加工制造。激光加工法的加工范围时直径在0.01-1㎜之间的孔,可加工孔和直径的比值在50-100之间。
拉丝模可分为四大类:
一、钢丝模——拉有色金属线,如铜、铝,也多采用和钢丝模类似的拉丝模,内孔形状有些差异。
二、钢模——拉软金属(如金银)时钢模就够用,钢模上可以有多个不同孔径的孔。
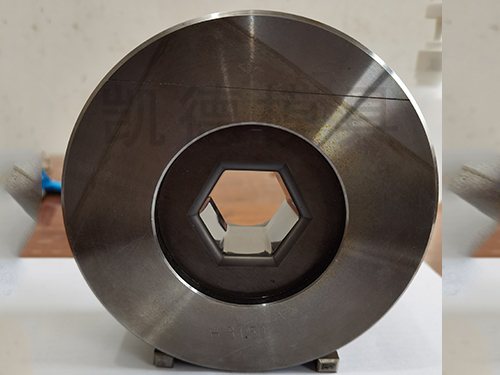
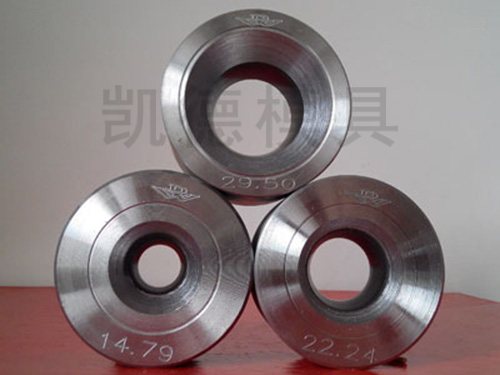
三、聚晶模——拉细线可用到聚晶模(人造钻石),还有用到自然钻石的拉丝模。
四、硬质合金模——拉制钢丝(钢线)一般采用硬质合金模具(Tungstencarbidenib),这种模具的典型结构为一个圆柱形(或略带锥度)的硬质合金模芯紧密地镶嵌在一个圆形钢套(case)中,模芯内孔中有喇叭口(Bellradius)、入口锥(Entranceangel)、变形(工作)锥(approachangle)、定径带(bearing)及出入口角(backrelief)。
金属段拉成金属丝的过程,起先钢要退火:将钢加热到适当温度,保持一些时间,然后缓慢冷却(一般随炉冷却)的热处理工序称为退火。
退火的主要目的:1、降低钢的硬度,提升塑性,以利于切削加工及冷变形加工。2、细化晶粒,均匀钢的组织及成分,改进钢的性能或为以后的的热处理做准备。3、去掉钢中的残余内应力,以防止变形和开裂。
退火工艺随目的之不同而有多种,如重结晶退火、等温退火、均匀化退火、球化退火、去掉应力退火、再结晶退火,以及稳定化退火、磁场退火等等。
拉丝模具在拉制时的退火:
一、技术要求:
1、退火电压和拉线速度及收线速度应保持同步性。2、退火电流与退火线径的平方成正比,应根据线径大小设置退火电流.退火软铜线的性能符合GB3953的规定或理想的性。3、收线张力是通过储线器汽缸的压力进行调整。4、铜线的直径偏差应符合GB3953的规定。
二、退火过程:
退火方式一般为电接触式,电通过退火轮(接触轮)将大电流均匀导入铜线上,实现铜线的预热和加热,预热是将铜线加热到不至于氧化的较不错温度,一般为250度左右;加热是将铜线加热到退火温度,一般为500~550度,使之再结晶,加热段有蒸汽保护,防止铜线氧化,再经过水冷却后,完成了退火(软化)过程。
三、线径缩小的原因:
铜线在拉制过程中产生硬化现象,退火软化后,铜线的抗拉强度降低,塑性和延伸率增加.在收线张力的作用下,线径缩小是必然现象.但应当控制线径缩小的范围,一般不大于0.02mm(根据线径的大小而确定).如果收线张力减小,退火轮之间的铜线会抖动,接触不好,出现点火花现象,容易断线和加速退火轮的损坏.因此,应根据线径的大小选择收线张力。
四、措施:
将线径缩小的量,增加到拉丝模具的孔径直径上。