扁线模具的质量因素导致扁线模具的快磨损,扁线模具坯与模具钢套之间的不对称镶嵌和硬质合金套的不均匀或孔隙分布容易导致拉丝产生“U”形裂纹。金刚石模具毛坯激光打孔过程中,烧结痕迹清理不干净或加热不均匀,导致金刚石层形成金属催化剂和粘结剂。模孔设计不正确,进入口润滑带开口过小,成型面积过长,导致模孔润滑不畅,模具磨损甚至断裂。
扁线模具金属拉丝中元素使用不当导致磨具快磨损。拉延面收缩率过大,不能使模具开裂或断裂。大多数裂纹或裂纹是由内应力的释放引起的。在任意材料结构中,内应力的存在都是需要的,拉伸时产生的内应力可以增强模具的微晶结构。但当拉延面收缩过大,未能及时润滑,温度升高,会导致模具的部分材料脱落,微晶结构的应力会明显增大,愈容易产生裂纹或损伤。线材的拉伸轴线与模孔中心线不对称,导致线材和拉延模受力不均。机械振动对线材和扁线模具的影响也会导致高应力峰值,这两者都会加速模具的磨损。
如果退火不均匀导致金刚石扁线模具过早疲劳损坏,形成环形槽,增加模孔磨损,容易造成钢丝硬度不均匀。电缆表面不光滑,表面沾有空气氧化层、沙子或其他残留物,导致磨具损坏过快。当导线通过模孔时,硬脆的氧化层和其他附着的杂质会不慢磨损模孔,划伤导线表面。由于润湿受阻或油脂中含有金属碎屑杂质,磨具损坏。当模孔表面保持光滑时,温度过高,金刚石颗粒脱落,模具损坏。油脂不整齐时,特别是被金属屑拖出时,很容易划伤磨具和线材表面。
扁线模具使用应该注意的问题有哪些?
为确定优良丝材,控制模具的使用成本,使用扁线模具时应确定拉丝设备运行平稳:各拉丝鼓轮、过线导轮应光滑、灵活,严格控制跳动公差。如发现鼓轮,导轮磨损沟槽,应及时维修。良好的润滑条件是确定电线表面质量和延长模具寿命的重要条件。经常检查润滑指标,清理润滑油中的铜粉和杂质,不污染设备和模具孔。如果润滑失败,需要及时替换和清洁润滑系统。
正确配模确定线材表面质量,控制尺寸准确一致,减少拉丝鼓轮磨损,减轻设备运行负荷的关键因素。配模的熟悉设备的机械延伸率,正确选择滑动系数。根据拉丝材料和各拉丝的减面率选择模具孔型。一般来说,拉丝线越硬,模具的压缩角越小,直径区域越长;反之亦然。各拉丝的减面率也与相应模具的压缩角密切相关,压缩角的大小应根据减面率的大小进行适当调整。
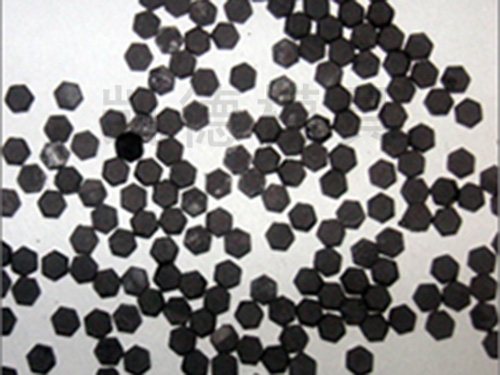
扁线模具用途普遍,如电子器件、雷达、电视、仪表及航天等所用的精度不错丝材以及常用的钨丝、钼丝、不锈钢丝、电线电缆丝和各种合金丝都是用金刚石扁线模具拉制出来的,金刚石扁线模具由于采用自然金刚石作原料,使用寿命不错。
扁线模具的使用寿命不错,多晶金刚石扁线模具的寿命是硬质合金模的30~50倍。多晶扁线模具的直径在单位时间内变化很小,拉丝尺寸小,对绕线有利。若拉拽表面实施了金属镀层的线材,则在停止拉拔的过程中镀层未停止,因此镀层中的线材表面的镀层的厚度超过基准,为了重新开始拉拔,需要切掉厚度超过基准的线材,浪费增大,停止次数越多浪费越大。