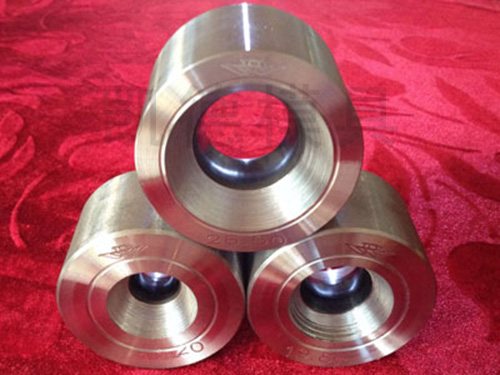
拉丝模具的保养与维修模具,对降低成本重要。由于线材的震动,在拉丝模具压缩区内较先接触线材的区域起先产生一些轻微的环状磨损,随后不断扩大直至定径区,导致线材表面质量严重下降,线材尺寸扩大。不仅如此,严重的磨损会使模具产生横向裂痕(主要出现在软丝的拉制过程中)或纵向裂痕(主要出现在硬丝的拉制中),致使模具过早报废。
拉丝模具在使用过程中应拉丝机设备运转平稳,各拉丝机鼓轮、过线轮应光洁、灵便,严格控制其抖动尺寸公差。如发现鼓轮、导轮损坏管沟,应立即进行维修。良好的润化标准是确定线材工艺性能和提升模具寿命的关键标准,经常检查润化指标值,清理油脂中的铜粉、残渣,以免对机器设备和模具造成污染,如润化无效,应立即拆换进气系统,清理进气系统。配模确定了线材加工性能、操作规格的准确一致性、减少拉丝鼓轮的损坏、减轻机器设备工作负荷的主要条件。
为确定丝材并控制模具使用成本,应在以下几方面加以注意:
1、确定拉丝模具设备运行平稳;各拉线鼓轮、过线导轮应光滑、灵活,严格控制其跳动公差。若发现鼓轮、导轮出现磨损沟槽,应及时修理。
2、良好的润滑条件是确定线材表面质量及延长模具寿命的重要条件。要经常检查润滑强度指标,清理润滑油中的铜粉、杂质,使之不污染设备及模孔。如润滑失效,需要及时替换、清洗润滑系统。
3、正确的配模是确定线材表面质量,控制尺寸准确一致,降低拉线鼓轮磨损,减轻设备运行负荷的关键要素。对于滑动式拉丝机,要熟悉设备的机械延伸率,正确地选择滑动系数,是配模的主要步骤。
4、根据被拉线材的材料及每道拉丝的减面率选择模具的孔型。一般地说,被拉线材越硬,模具的压缩角应越小、定径区应越长;反之亦然。每道拉丝的减面率也与相应模具的压缩角度密切相关,要根据减面率的大小适当调整压缩角的大小。
三种常见拉丝模具的匹配方法:
1、相应滑移系数拉拔模具匹配方法(J法)的应用,应用基础:拉拔机的连续拉拔,导线在每个塔轮上,并替换单位时间体积。
2、拉丝模具匹配方法的新理论(X方法匹配),应用基础:即稳定(连续线)和平滑(连续)拉丝,以及滑动可小化。该方法对设备和模具有严格要求;X法和J法对设备精度要求很高,对河北拉丝模具的公差要求严格,操作人员的操作水平也很高。X方法与一系列模具组合使用可获得良好的结果。
3、守旧的拉丝模具匹配方法理论(C方法匹配),先前定义的符号从线开始,此处为了方便计算机计算(使用Execl电子表格),相反的是从出入口模具开始。
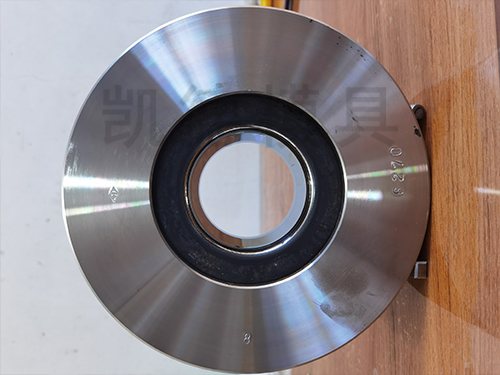
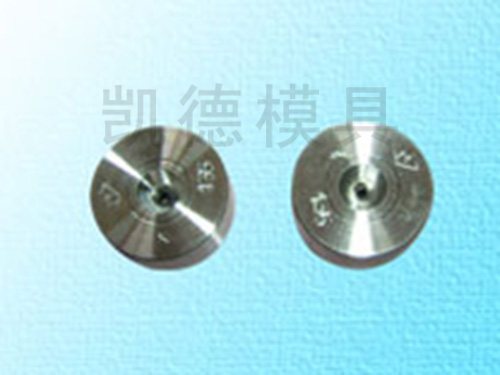
拉丝模具的主要用途愈来愈普遍。比如,用以电子产品,雷达探测,电视机,外型和航天航空的优良电缆线原材料,及其常见的钨丝,钼丝,不锈钢线,电缆电线和各种各样合金丝全是金刚石拉丝。金刚石拉丝模具关键由拉丝做成,由于应用自然金刚石做为原材料,随后具备不错的不怕磨性能,替代率很高。
拉丝模具的主要作业区域是内孔,内孔结构按作业性质可分为进入口区、光滑区、定径区、出入口区五个区间以及遵从“油滑过渡”理论,即拉丝模具孔内各区交界处需要为小的圆角过渡。
应当对合金组合轧辊建立比铸铁轧辊愈严格、愈全部的管理制度。在此基础上应注意以下几点:
1、在轧制当中,应主义在轧机间歇时间观察轧槽是否有异常现象,测量温度是否过高以及观察是否有其他异常现象。
2、合金组合轧辊操作中,应轻拿轻放,严防对辊环造成碰撞和冲击。
5、对于涉及到合金组合轧辊应用的部门和人员,应制订出各自相应的工作制度,并切实执行,有助于提升整体管理水平,产生愈多的经济效益和社会效益。
4、应采用质量好的轧辊辊身材料,以确定轧辊的强度。同时经常对辊颈、轴承等关键部位进行检查,避免因此造成辊环失效造成事故。
6、应采取环状冷却水管,按规定提供足量的冷却水进行冷却。严禁无水轧制,严禁轧制中途断水,断水轧制辊环温度较不错时给水,将会造成碎辊!
3、单槽轧制吨数不能过度高于所规定的吨数,否则表面的微裂纹会造成辊环环裂!即使不裂也会造成辊环修磨量增加,也不经济。