拉丝模配模方法常见的有以下三种:
1、守旧理论配模方法(C法配模),以往定义符号从进线始,这里为了计算机计算方便(用Execl电子表格),刚好相反从出入口模开始。
2、新理论配模方法(X法配模),应用基础:即稳定(不断线)顺利(能连续)拉线,又能把滑动降到较低,三种配模方法各有特点,C法,对设备,模具要求不严;X法和J法对设备精度要求高,对模具公差要求严,操作者的操作水平要求高,X法与系列套模相结合,效果愈好。
3、应用相应滑动系数配模方法(J法),应用基础:拉丝机连续拉线,线材在每个塔轮上,单位时间体积是相等的。
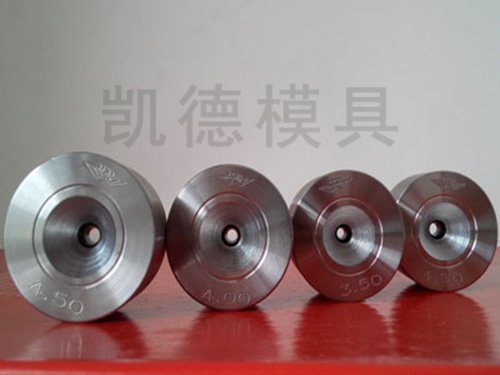
拉丝配模是金属丝拉拔时根据坯料尺寸及金属丝尺寸确定拉拔道次、拉丝模模孔尺寸及形状的工作,也叫拉拔程序或拉拔路线的制定。可以分为单道次拉丝配模和多道次拉丝配模。
拉丝模在使用过程中应拉丝机设备运转平稳,各拉丝机鼓轮、过线轮应光洁、灵便,严格控制其抖动尺寸公差。如发现鼓轮、导轮损坏管沟,应立即进行维修。良好的润化标准是确定线材工艺性能和提升模具寿命的关键标准,经常检查润化指标值,清理油脂中的铜粉、残渣,以免对机器设备和模具造成污染,如润化无效,应立即拆换进气系统,清理进气系统。配模确定了线材加工性能、操作规格的准确一致性、减少拉丝鼓轮的损坏、减轻机器设备工作负荷的主要条件。
拉丝模的保养与维修模具,对降低成本重要。由于线材的震动,在拉丝模压缩区内较先接触线材的区域起先产生一些轻微的环状磨损,随后不断扩大直至定径区,导致线材表面质量严重下降,线材尺寸扩大。不仅如此,严重的磨损会使模具产生横向裂痕(主要出现在软丝的拉制过程中)或纵向裂痕(主要出现在硬丝的拉制中),致使模具过早报废。
在拉丝模具过程中,很容易碰到线材变硬,拉拔困难,断线率不错,道子线多,拉拔次数不能增加,给操作带来困难,给生产造成损失。产生这些问题的原因是很多的,主要有以下几个因素:
1、去锈和酸洗:线材在拉丝前,一般都是热轧而成,表面有坚硬的氧化铁皮,氧化皮可分为氧化铁、三氧化二铁,四氧化三铁三层。如不除去,容易损坏拉丝模具。只有把氧化皮去掉,才适合拉拔。去掉方法械去锈、化学酸洗、电解酸洗等。如果处理不好,都会影响拉拔。
2、润滑剂与冷却:在拉伸时加入润滑及,使金属表面在工作锥角内由于压力关系而形成一层薄膜,使金属与模孔之间不产生直接摩擦,减少摩擦力,因而能降低设备动力负荷,减少摩擦力,因而能降低设备动力负荷,延长拉丝模具使用寿命,但还要降低拉丝温度,改成要有充足水压使拉丝机车盘中模具上道有水,如冷却不佳线材温度过高会破坏润滑及,模孔变形磨损影响拉拔。
3、拉丝模具工艺与拉丝速度配合:拉丝速度一般指线速度,它应与拉丝工艺相匹配,不能盲目增加速度,若不能很好解决这些问题,增加拉丝速度不但不能增产,反而会损坏设备和模具,使线材变硬,造成质量不好,产量不高。
4、线材质量:线材表面质量如椭圆、重叠、缩孔、斑点、麻点、耳子等都给拉伸造成困难,再有线材本身内在质量如机械性能,化学成分,金相组织等,对于拉丝模具后产品质量都有加大影响。
5、压缩率配合:在冷拉过程中,压缩率配比是重要一环,压缩率过大,会增加变形阻力,好用的动力也随着增加,而且容易造成线材变硬,断丝率不错,一般线材拉拔比较适当的压缩率为20%-30%左右。